

WPC Extruder کی سکرو سپیڈ کو کیسے ایڈجسٹ کریں؟
لکڑی کے پلاسٹک کے WPC ایکسٹروڈر کی سکرو کی رفتار کو کیسے ایڈجسٹ کیا جائے؟
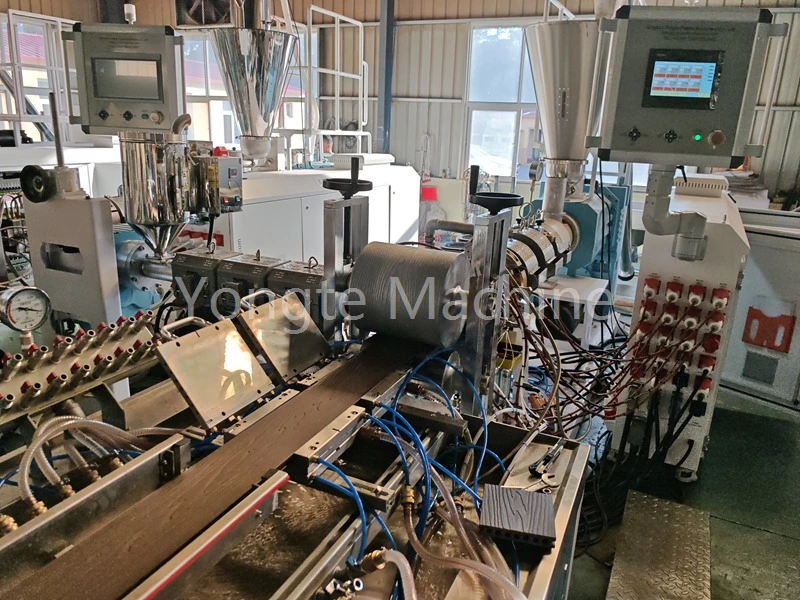
لکڑی کے پلاسٹک کے ایکسٹروڈرز کا سکرو اسپیڈ ریگولیشن میکانزم ایک بنیادی اصول پر کام کرتا ہے: فریکوئنسی کنورٹرز مرکزی موٹر کی آپریٹنگ فریکوئنسی کو درست طریقے سے کنٹرول کرتے ہیں، جو پھر اسکرو روٹیشن کو چلانے کے لیے گیئر باکس کے ذریعے پاور منتقل کرتا ہے۔ پورے آپریشنل ورک فلو کو آسان مہارت کے لیے بدیہی انٹرفیس کے ساتھ ڈیزائن کیا گیا ہے۔ کے ایک پیشہ ور صنعت کار کے طور پرلکڑی کے پلاسٹک کے اخراج کا سامان، یونگٹے نے ایکسٹروڈر ڈیزائنز کو متعدد اضافہ کے ذریعے بہتر بنایا ہے، جس سے اسکرو اسپیڈ ایڈجسٹمنٹ آسان اور زیادہ موثر ہے۔ ذیل میں، میں جامع تفہیم اور محفوظ اطلاق کو یقینی بنانے کے لیے اسپیڈ ریگولیشن، کلیدی پیرامیٹر مانیٹرنگ کے طریقوں، اور اہم آپریشنل تحفظات کے لیے سائٹ پر موجود عملی طریقہ کار کی تفصیل دوں گا۔

1. روایتی ایڈجسٹمنٹ کا طریقہ (65/132 قسم کی لکڑی کے پلاسٹک کے ایکسٹروڈر پر لاگو ہوتا ہے)
1. کنٹرول پینل کے ذریعے ایڈجسٹ کریں۔
ڈیوائس کے کنٹرول پینل پر، "میزبان رفتار"، "میزبان تعدد" یا "اسکرو اسپیڈ" کے نام سے لیبل لگا ہوا متعلقہ علاقہ تلاش کریں۔
سپیڈ ایڈجسٹمنٹ کے لیے سیٹ ویلیو کو براہ راست بڑھانے یا کم کرنے کے لیے پینل پر نوب، پوٹینشیومیٹر یا ڈیجیٹل بٹن استعمال کریں۔
عام یونٹس عام طور پر ہرٹز (Hz) یا ریوولیشن فی منٹ (r/min) ہوتے ہیں، ڈیوائس کی ترتیب پر منحصر مخصوص ڈسپلے کے ساتھ۔
2. مرکزی موٹر کی رفتار اور سکرو کی رفتار کے درمیان خط و کتابت
مین موٹر کی سپیڈ ریگولیشن رینج عام طور پر 0 سے 1470 r/min تک ہوتی ہے۔
سکرو کی اصل گردش کی رفتار عام طور پر 0 سے 35 ریوولز فی منٹ (RPM) تک ہوتی ہے، جس کی مثال 65/132 ٹیپرڈ ڈبل سکرو ماڈل سے ملتی ہے۔
مخصوص گردشی رفتار کا حساب اس فارمولے سے لگایا جا سکتا ہے: اصل اسکرو اسپیڈ = موٹر اسپیڈ ÷ گیئر باکس کا کم کرنے والا تناسب۔
3. خودکار اور دستی طریقوں کے درمیان انتخاب
- دستی موڈ: ایک مقررہ گردشی رفتار کی قدر کو براہ راست سیٹ کرتا ہے، جو مستحکم پیداوار کے مراحل کے لیے موزوں ہے تاکہ مسلسل پیداوار کو برقرار رکھا جا سکے۔
-خودکار موڈ: نظام خود بخود گردشی رفتار کو ایڈجسٹ کرتا ہے جیسے کہ فیڈر فیڈنگ کنڈیشنز اور پگھلنے والے پریشر کی بنیاد پر، جس سے سامان کو زیادہ بوجھ کو روکنے اور پیداواری عمل کو بہتر بنانے میں مدد ملتی ہے۔
II لکڑی-پلاسٹک کی پیداوار میں مناسب گردشی رفتار کو کیسے ایڈجسٹ کیا جائے (عملی تجربے کی بنیاد پر)
- پاور آن اسٹارٹ اپ مرحلہ
سب سے پہلے، موٹر کی مرکزی رفتار کو کم رینج میں سیٹ کریں (مثلاً، 300 سے 600 r/min) اور آلات کو بے کار چلنے دیں۔ مرکزی موٹر کرنٹ، آلات کے آپریشنل شور، اور ابتدائی خارج ہونے والی حالت کو قریب سے مانیٹر کریں۔ کسی غیر معمولی بات کی تصدیق کے بعد ہی رفتار کو آہستہ آہستہ بڑھانا چاہیے۔
نارمل ڈیلیوری کے لیے حوالہ رینج
پی وی سی پر مبنی لکڑی کے پلاسٹک کے مرکبات (مثلاً، فرش، دیوار کے پینل): یہ تجویز کی جاتی ہے کہ گردش کی رفتار کو 12 سے 25 ریوول فی منٹ کے درمیان برقرار رکھا جائے۔
-PE یا PP-based wood-plastic composites: اعلیٰ لکڑی کے پاؤڈر کے مواد یا اہم فلر لوڈ کے ساتھ، مناسب پلاسٹکائزیشن کو یقینی بنانے کے لیے گردشی رفتار کو 10 سے 20 ریوول فی منٹ پر کنٹرول کیا جانا چاہیے۔
ایڈجسٹمنٹ کے دوران جن اصولوں پر عمل کیا جائے۔
اس بات کو یقینی بنائیں کہ مین موٹر کا آپریٹنگ کرنٹ اس کی ریٹیڈ کیلیبریشن ویلیو سے زیادہ نہ ہو۔
-باہر نکالے گئے مواد کو یکساں پلاسٹکائزیشن کے معیار کے تقاضوں کو پورا کرنا چاہیے، بھڑکتی ہوئی رنگت کی عدم موجودگی، اور بلبلوں یا سوراخوں کی عدم موجودگی۔
اہم اتار چڑھاو سے بچنے کے لیے مستحکم پگھلنے والے دباؤ کی ریڈنگ کو برقرار رکھیں۔
ایڈجسٹمنٹ کے دوران، گردشی رفتار میں نمایاں چھلانگ سے بچیں۔ تجویز کردہ فائن ٹیوننگ رینج فی ایڈجسٹمنٹ ±2 سے 5 ہرٹز کے اندر ہونی چاہیے۔

III عام مسائل اور ان کے ریگولیٹری رسپانس کے طریقے
-اگر مٹیریل ڈسچارج کے دوران جلنا یا پیلا ہونا → سکرو کی رفتار کو مناسب طریقے سے کم کیا جانا چاہیے۔
-اگر مواد نظر آنے والے غیر پگھلنے والے ذرات کے ساتھ ناقص پلاسٹکائزیشن کا مظاہرہ کرتا ہے، تو حرارتی درجہ حرارت کو مناسب طریقے سے بڑھاتے ہوئے گردش کی رفتار میں قدرے اضافہ کیا جا سکتا ہے۔
-اگر مرکزی موٹر کرنٹ حد سے بڑھ جائے اور الارم کو متحرک کرے تو فوری طور پر گھومنے کی رفتار کو کم کریں اور چیک کریں کہ آیا فیڈنگ کی شرح بہت زیادہ ہے یا مکینیکل مزاحمت ہے۔
-جب پلیٹوں یا پروفائلز کے غیر مستحکم طول و عرض یا معیار کا سامنا ہو → عمل کے پیرامیٹرز میں متواتر تبدیلیوں سے بچنے کے لیے گردشی رفتار کی ترتیب کو درست کیا جانا چاہیے۔
چہارم مختصر خلاصہ
سکرو کی رفتار کے ضابطے میں بنیادی طور پر مرکزی موٹر کی گردشی رفتار یا فریکوئنسی کو کنٹرول پینل کے ذریعے ایڈجسٹ کرنا شامل ہے۔ لکڑی کے پلاسٹک کی پیداوار کے دوران، ضرورت سے زیادہ تیز رفتاری سے گریز کرنا بہت ضروری ہے۔ زیادہ تر معاملات میں 15 سے 28 انقلابات فی منٹ (RPM) کی مستحکم رینج کے اندر سکرو کی رفتار کو برقرار رکھنا پیداوار کی کارکردگی اور مصنوعات کے معیار کے درمیان بہترین توازن کو یقینی بناتا ہے، جس سے یہ سب سے عام طور پر اپنایا جانے والا اور قابل اعتماد آپریشنل طریقہ ہے۔
متعلقہ خبریں۔
- WPC ڈیکنگ میں ناریل کے خول بنانے کی آزمائش
- اعلی پیداوار اور توانائی کی بچت والی لکڑی کے پاؤڈر کو کرشنگ اور گرائنڈنگ مشین: یونگٹے یورپی کلائنٹ کی آن سائٹ پرفارمنس قبولیت سے گزرتا ہے
- یورپی کلائنٹس کے لیے ہائی پرفارمنس ڈبلیو پی سی گرانولیٹر
- 50 ملی میٹر ٹھوس موٹی پینلز کے لیے پلاسٹک لمبر اخراج لائن
- یونگٹے نے ہندوستانی کلائنٹ کے لیے ٹھوس فوم ڈبلیو پی سی ڈور فریم اخراج لائن کو مکمل کیا۔
- کیا Yongte پلاسٹک لمبر مشین پلاسٹک کی لکڑی کی مختلف شکلیں اور سائز تیار کر سکتی ہے؟
مجھے ایک پیغام چھوڑ دو











