

WPC ڈیکنگ ایکسٹروژن لائن کی پیداوار کی رفتار کو کیسے بہتر بنایا جائے؟
WPC ڈیکنگ ایکسٹروژن لائنوں کے لیے پیداوار کی رفتار کو بہتر بنانا: ایک جامع گائیڈ
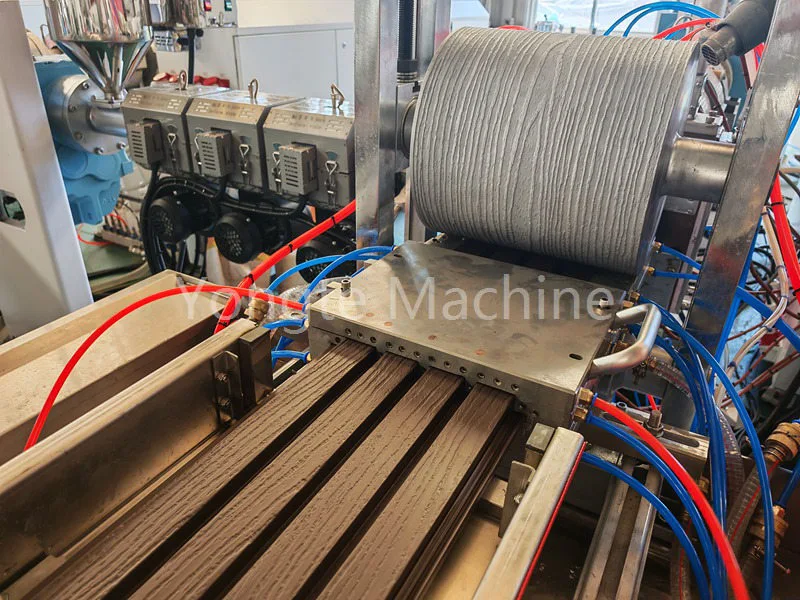
Yongte تیز رفتار کے لئے پیشہ ور صنعت کار ہےڈبلیو پی سی ڈیکنگ اخراج لائن اعلی معیار کے ڈبلیو پی سی ڈیکنگ مصنوعات بنانے کی اعلی صلاحیت کے ساتھ۔ میں پیداوار کی رفتار کو زیادہ سے زیادہ کرنے کے لیےڈبلیو پی سی ڈیکنگ اخراج لائنs، بنیادی حکمت عملی پانچ باہم مربوط مقاصد پر مرکوز ہے: پلاسٹکائزیشن کی کارکردگی کو مستحکم کرنا، مواد کی مزاحمت کو کم سے کم کرنا، تیز ٹھنڈک کو فعال کرنا، مکمل لائن سنکرونائزیشن کو یقینی بنانا، اور ڈاؤن ٹائم کو کم کرنا—یہ سب کچھ سخت مصنوعات کے معیار کے معیار کو برقرار رکھتے ہوئے

I. فارمولیشن اور خام مال کی پری ٹریٹمنٹ (ہموار اخراج کی بنیاد)
1. بہاؤ اور تھرمل استحکام کو بڑھانے کے لیے فارمولیشن کو بہتر بنائیں
· مطابقت کا ایجنٹ/لنکر: لکڑی کے پاؤڈر-پلاسٹک کے چپکنے کو بڑھانے کے لیے کافی مالیک اینہائیڈرائڈ-گرافٹڈ PE/PP (جیسے MAH-g-PE) شامل کریں، اس طرح جمع ہونے اور پگھلنے والے فریکچر کو کم کریں۔
· چکنا کرنے والا نظام:
o اندرونی چکنا کرنے والے مادے (مثلاً، سٹیرک ایسڈ، پی ای ویکس) پگھلنے والی چپچپا پن کو کم کرتے ہیں، اس طرح اسکرو شیئر ہیٹ اور مین یونٹ کا بوجھ کم ہوتا ہے۔
o بیرونی چکنا کرنے والے مادے (مثال کے طور پر، پیرافین، آکسیڈائزڈ پولیتھیلین ویکس): مواد سے سلنڈر/مولڈ رگڑ اور کم اخراج دباؤ کو کم کریں۔
o اضافی بیرونی سلائیڈنگ کو روکنے کے لیے کل اضافی رقم کو 1%–3% کے اندر کنٹرول کیا جانا چاہیے جو کہ سطح بندی اور سطح کے نقائص کا سبب بن سکتے ہیں۔
· فلنگ اور لکڑی کا پاؤڈر: لکڑی کے پاؤڈر کی نمی کو ≤3% تک کنٹرول کیا جانا چاہیے، یکساں ذرہ سائز (80-120 میش) کے ساتھ؛ چالو کیلشیم کاربونیٹ کو تیل کے جذب کو کم کرنے اور viscosity میں اضافے کے لیے منتخب کیا جانا چاہیے۔
2. اختلاط اور پری پلاسٹکائزیشن (فرنٹ اینڈ بوٹلنک)
· کولڈ مکسنگ کے ساتھ مل کر تیز رفتار گرم مکسنگ ڈیڈ زون کے بغیر یکساں اختلاط کو یقینی بناتی ہے، مقامی "ڈیڈ میٹریل" یا جمع ہونے کو روکتی ہے۔
· جب ممکن ہو، پہلے سے پیسنے کے عمل کو پاؤڈر مواد کو دانے داروں میں فیوز کرنے کے لیے شامل کیا جا سکتا ہے، زیادہ مستحکم خوراک، تیزی سے پلاسٹکائزیشن، اور لائن کی رفتار میں 20%–30% اضافہ کو یقینی بنایا جا سکتا ہے۔

II ایکسٹروڈر ہوسٹ اور سکرو (کور پاور یونٹ)
1. سکرو اور بیرل کی اصلاح
· ہائی اسپیکٹ ریشو (L/D=40–48) اور ہائی ٹارک متوازی جڑواں اسکرو کو شیئر اور مکسنگ کی کارکردگی کو بڑھانے کے لیے منتخب کیا جاتا ہے، جس سے وہ ہائی فلنگ WPC فارمولیشنز کے لیے موزوں ہوتے ہیں۔
· سکرو امتزاج: پہنچانے والے حصے کا حجم بڑھائیں، مکسنگ بلاک/شیئر بلاک کی ترتیب کو بہتر بنائیں، قینچ کی گرمی کو کم کریں اور پلاسٹکائزنگ کی بنیاد پر پہنچانے کی کارکردگی کو بہتر بنائیں۔
· مولڈ بیرل ہیٹنگ: درجہ حرارت کے اتار چڑھاو ≤±1℃ کے ساتھ زون شدہ درستگی درجہ حرارت کنٹرول (PID) کو مقامی حد سے زیادہ گرم ہونے یا ناکافی پلاسٹکائزیشن کو روکنے کے لیے استعمال کرتا ہے۔
2. رفتار اور لوڈ میچنگ (تیز رفتاری کی کلید)
· موٹر کی رفتار: ریٹیڈ ٹارک کے 70%-90% اور مستحکم کرنٹ کو برقرار رکھتے ہوئے آہستہ آہستہ رفتار بڑھائیں (PE/PP سسٹمز 150-250 rpm تک پہنچ سکتے ہیں)۔
· فیڈنگ سنکرونائزیشن: ایک وزن کم کرنے والا فیڈر لگایا جاتا ہے، جو مرکزی مشین کی گردشی رفتار کے ساتھ بند لوپ سے منسلک ہوتا ہے تاکہ اسکرو سلاٹ بھرنے کی شرح 70%–90% کو یقینی بنایا جا سکے، "بیکار گردش" یا اوورلوڈ کو روکنا۔
ویکیوم سسٹم: مستحکم ہائی ویکیوم (-0.08 سے-0.09 MPa) کو برقرار رکھتا ہے، پانی کے بخارات اور اتار چڑھاؤ والے اجزاء کو فوری طور پر ہٹاتا ہے، بلبلوں کو کم کرتا ہے، سطح کے معیار کو بہتر بناتا ہے، اور پروسیسنگ کی رفتار کو بڑھاتا ہے۔

III مولڈ اور سیٹنگ (زیادہ سے زیادہ لکیری رفتار کا تعین کریں)
1. مولڈ ڈیزائن اور فلو چینل آپٹیمائزیشن
· CFD سمولیشن کے ذریعہ آپٹمائز کردہ ہینگر کی قسم اور فش ٹیل ٹائپ ڈائی ہیڈ میں ہموار بہاؤ چینل اور یکساں دباؤ کی تقسیم ہوتی ہے، جو مواد کے چپکنے اور مقامی زیادہ گرمی سے بچ سکتی ہے۔
· ڈائی کا فرق مناسب ہے، اور کمپریشن کا تناسب اعتدال پسند ہے (3-5:1)، جو اخراج کے دباؤ اور پگھلنے کی مزاحمت کو کم کرتا ہے۔
· مولڈ ہیٹنگ: زون شدہ درجہ حرارت کنٹرول اور کافی حرارتی طاقت کے ساتھ، مولڈ گہا میں پگھلنے کا درجہ حرارت یکساں ہونا اور روانی مستقل ہونا یقینی بنایا جاتا ہے۔
2. انشانکن نظام (رفتار میں بہتری کے لیے بنیادی رکاوٹ)
· لمبا سیٹنگ ٹیبل (عام طور پر 8–12m) کولنگ ایریا اور رابطے کا وقت بڑھاتا ہے۔
· کولنٹ کا راستہ :
o تیز بہاؤ، کم درجہ حرارت گردش کرنے والا پانی (15–25°C) گرمی کو تیزی سے ختم کرنے اور ترتیب کے وقت کو کم کرنے کے لیے استعمال کیا جاتا ہے۔
o مولڈ میں ملٹی پوائنٹ اسپرے اور ویکیوم جذب اس بات کو یقینی بناتا ہے کہ پروفائل مولڈ پر تیزی سے قائم رہتا ہے، جہتی استحکام کو برقرار رکھتا ہے، اور خرابی کو روکتا ہے۔
ویکیوم استحکام: اس بات کو یقینی بناتا ہے کہ پروفائل یکساں ٹھنڈک کے ساتھ فارمنگ ڈائی میں مکمل طور پر جذب ہو جائے، جس سے کرشن کی رفتار میں نمایاں اضافہ ہوتا ہے۔
چہارم ٹریکشن، کولنگ، اور ریئر سیکشن (پوری لائن میں ہم وقت ساز)
1. ٹریکشن سسٹم
· ملٹی رول، ہائی رگڑ کرشن مشین کو بند لوپ (PID) میں مرکزی مشین کی رفتار کے ساتھ، لکیری رفتار کے اتار چڑھاؤ ≤±0.1m/min کے ساتھ ہم آہنگ کیا جاتا ہے۔
· کرشن کی رفتار سے مماثل اخراج کی شرح: ٹھنڈک کو شکل دینے کی اجازت دینے کی بنیاد کے تحت، "تیز رفتار اخراج + تیز رفتار کرشن" حاصل کرنے کے لیے کرشن کو آہستہ آہستہ بڑھائیں۔
2. کولنگ سسٹم (ثانوی کولنگ)
· اسپرے کولنگ واٹر ٹینک (5–10m) کو بڑھائیں تاکہ یہ یقینی بنایا جا سکے کہ پروفائلز بنانے والی میز کو چھوڑنے کے بعد کمرے کے درجہ حرارت پر تیزی سے ٹھنڈا ہو جائیں، بعد میں خرابی یا خراب کٹنگ کو روکیں۔
· کولنگ فین سے معاون: ٹھنڈک کی کارکردگی کو بڑھانے کے لیے سرفیس زبردستی ایئر کولنگ۔
3. کاٹنا اور پیلیٹائز کرنا (ڈاؤن ٹائم کو کم کرنا)
پیداوار بغیر کسی روک کے مسلسل جاری ہے۔
· بررز اور فضلہ کو کم کرنے کے لیے کٹنگ پیرامیٹرز کو بہتر بنائیں، اور ٹول کی تبدیلیوں اور صفائی کی فریکوئنسی کو کم کریں۔
· خودکار پیلیٹائزنگ / اسٹیکنگ: دستی مداخلت کو کم کرتا ہے اور پیداوار کی کارکردگی کو بہتر بناتا ہے۔

V. پروسیس کنٹرول اور انٹیلی جنس (مستحکم سرعت)
· درجہ حرارت وکر کی اصلاح:
o بیرل: فیڈنگ سیکشن میں کم درجہ حرارت (اینٹی برجنگ) → پلاسٹکائزنگ سیکشن میں بتدریج گرم ہونا → ہوموجنائزنگ سیکشن میں مستقل درجہ حرارت → ڈائی ہیڈ میں قدرے زیادہ (رولیت برقرار رکھنے کے لیے)۔
o ناکافی پلاسٹکائزیشن اور پریشر اسپائکس کو روکنے کے لیے "نیچے سامنے، اونچے پیچھے" پیٹرن سے بچیں۔
· دباؤ کی نگرانی:
ڈائی ہیڈ پریشر کو مناسب حد کے اندر برقرار رکھیں (مثال کے طور پر، 10-18 MPa)۔ اگر دباؤ میں اہم اتار چڑھاو ہوتا ہے، رفتار کو کم کریں یا فارمولیشن/مولڈ کا جائزہ لیں۔
· مربوط نظام کنٹرول:
PLC ون ٹچ اسٹارٹ/اسٹاپ اور ریئل ٹائم پیرامیٹر ایڈجسٹمنٹ کے ساتھ میزبان، فیڈنگ، ویکیوم، ٹریکشن، کولنگ، اور کٹنگ سمیت تمام اجزاء کا انتظام کرتا ہے۔
آن لائن معائنہ:
لیزر قطر کی پیمائش، موٹائی/چوڑائی کا حقیقی وقت کا فیڈ بیک، کرشن/درجہ حرارت کی خودکار ٹھیک ٹیوننگ، ایڈجسٹمنٹ کے لیے سکریپ اور ڈاؤن ٹائم کو کم کرنا۔

خلاصہ
جامع اصلاح کو حاصل کرنے کے لیے، بہتری کو متعدد اہم شعبوں پر محیط ہونا چاہیے: فارمولہ اور خام مال کی پری ٹریٹمنٹ، ایکسٹروشن مین مشین اور اسکرو کنفیگریشن، مولڈ ڈیزائن اور شیپنگ سسٹم، ٹریکشن کولنگ اور ڈاون اسٹریم پروسیس، نیز پروسیس کنٹرول اور ذہین انتظامی نظام۔ سب سے پہلے، مادی فارمولے کو بہتر بنانے کے لیے روانی اور تھرمل استحکام کو بڑھانے کے لیے — عین مکسنگ اور پری پلاسٹکائزیشن کے ساتھ مل کر — ہموار اخراج کے لیے بنیادی بنیاد قائم کرتا ہے۔ دوسرا، سکرو بیرل اسمبلیوں کو اپ گریڈ کرنا جبکہ اس بات کو یقینی بناتے ہوئے کہ زیادہ سے زیادہ اسپیڈ لوڈ میچنگ رفتار بڑھانے کے لیے ایک اہم ڈرائیور کے طور پر کام کرتی ہے۔ تیسرا، نفیس مولڈ ڈیزائن، فلو چینل آپٹیمائزیشن، اور ویکیوم شیپنگ ٹیبل میں بہتری لائن کی رفتار کو زیادہ سے زیادہ کرنے کے لیے اہم اہل کار کے طور پر کام کرتی ہے۔ مزید برآں، ڈاون اسٹریم پراسیس آپٹیمائزیشن — جس میں کرشن سسٹم، کولنگ لائنز، اور خودکار کٹنگ/پیلیٹائزنگ شامل ہیں — فل لائن سنکرونائزیشن کی سہولت فراہم کرتی ہے اور پروڈکشن ڈاؤن ٹائم کو کم کرتی ہے۔ آخر میں، جدید پروسیس کنٹرول اور ذہین ٹیکنالوجیز مستحکم، مسلسل پیداوار کو یقینی بناتی ہیں، اس طرح مصنوعات کے معیار پر سمجھوتہ کیے بغیر پائیدار رفتار میں بہتری کا احساس ہوتا ہے۔
متعلقہ خبریں۔
- WPC Extruder پیداواری مسائل کا حل
- Yongte WPC مشین میں کون سا مواد استعمال کیا جا سکتا ہے؟
- ویسٹ ٹیکسٹائل ری سائیکلنگ پروڈکشن لائن کا کامیابی سے تجربہ کیا گیا۔
- انڈور ڈبلیو پی سی بمقابلہ آؤٹ ڈور ڈبلیو پی سی موازنہ
- فضلے کے کپڑے کی ری سائیکلنگ اور دوبارہ استعمال کرنے والے پروجیکٹ کے آلات کے لیے قبولیت کے مقدمے کا نوٹس
- یونگٹے سیمنٹ بیگ کی ری سائیکلنگ کا حل: فضلے کو اعلیٰ معیار کے پلاسٹک کی باڑ میں تبدیل کریں
مجھے ایک پیغام چھوڑ دو











