

چار گہا پلاسٹک پروفائل اخراج لائن کے غیر متوازن اخراج کی رفتار کو حل کرنے کے لئے تکنیکی حل
چار گہا پلاسٹک پروفائل اخراج لائن کے غیر متوازن اخراج کی رفتار کو حل کرنے کے لئے تکنیکی حل
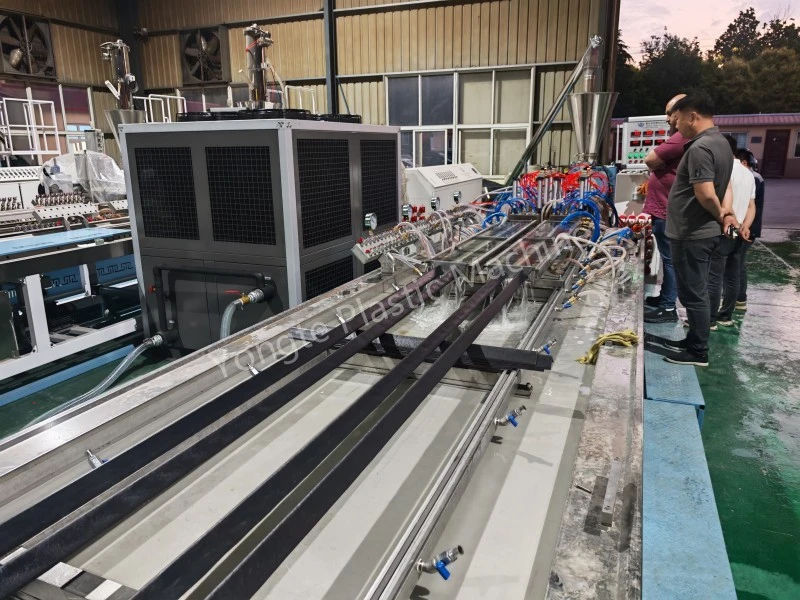
چار گہا پلاسٹک پروفائل اخراج کی پیداوار کے عمل میں، چار گہاوں کے درمیان غیر متوازن اخراج کی رفتار ایک عام تکنیکی مسئلہ ہے۔ یہ مسئلہ براہ راست مصنوعات کی جہتی درستگی، غیر مساوی دیوار کی موٹائی، خراب پروفائلز، اور پیداواری پیداوار میں کمی کا سبب بنے گا، جس سے بڑے پیمانے پر پیداوار کے استحکام اور کارکردگی کو سنجیدگی سے محدود کیا جائے گا۔ صارفین کے اصل پیداواری مواد اور مصنوعات کی وضاحتوں کی بنیاد پر، Yongte انجینئرنگ ٹیم نے ایک ٹارگٹڈ پروفیشنل آپٹمائزڈ ڈائی اور سپورٹنگ سسٹم ڈیزائن اسکیم تیار کی ہے تاکہ فور کیویٹی پروفائلز کی متضاد آپریٹنگ اسپیڈ کے مسئلے کو اچھی طرح سے حل کیا جا سکے، جس سے چار کیویٹی ایکسٹروشن کی اعلیٰ درستگی، مستحکم اور ہم وقت ساز پیداوار کا احساس ہو۔
1. تکنیکی مسائل کا پس منظر
روایتی مربوط چار گہا اخراج ایک لازمی حرارتی اور بہاؤ کنٹرول ڈھانچہ کو اپناتا ہے۔ غیر مساوی پگھلنے والے بہاؤ کی تقسیم، ڈائی لوکل ایریاز کے درجہ حرارت کے انحراف، اور پروسیسنگ اسمبلی کی غلطیوں جیسے عوامل سے متاثر، چار گہاوں کے اخراج کی رفتار مسلسل پیداوار کے دوران متضاد ہونے کا شکار ہے۔ گہاوں کے درمیان رفتار کا انحراف پروفائل بنانے کی رفتار اور ٹھنڈک کے سکڑنے میں فرق کا باعث بنے گا، جس کے نتیجے میں بیچ کے معیار کے نقائص جیسے وارپنگ، اخترتی، برداشت سے باہر سائز اور تیار شدہ مصنوعات کی سطح کا ناہموار ہونا، جو پلاسٹک پروفائلز کی اعلیٰ معیاری پیداواری ضروریات کو پورا نہیں کر سکتے۔
2. پیشہ ورانہ آپٹمائزڈ ڈیزائن اسکیم
گاہک کے خام مال کی خصوصیات، مصنوعات کے ڈھانچے کے پیرامیٹرز اور سائٹ پر پیداوار کے حالات کے ساتھ مل کر، Yongte انجینئرز نے ڈائی سٹرکچر، فلو کنٹرول، ٹریکشن کٹنگ اور معاون پہنچانے کے نظام کے لیے ٹارگٹڈ اپنی مرضی کے مطابق ڈیزائن کیے ہیں، جن میں تفصیلی تکنیکی حل درج ذیل ہیں:
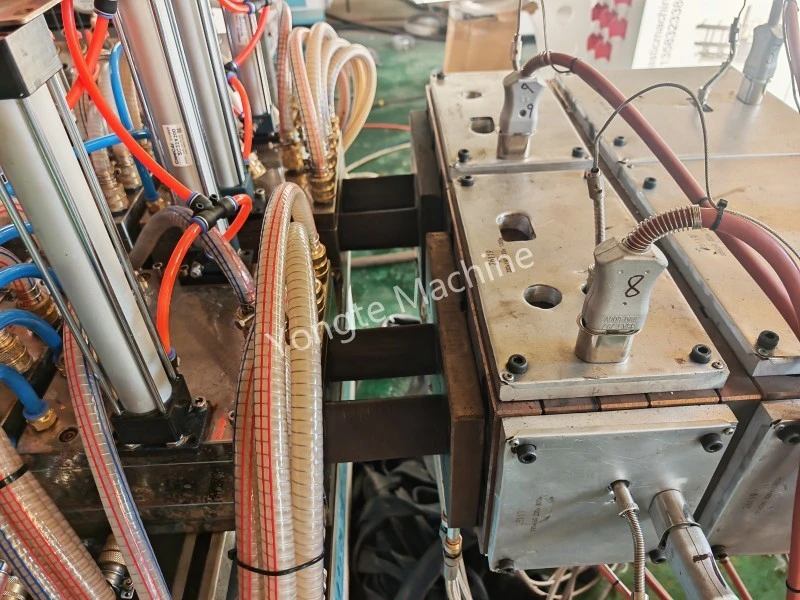
2.1 ڈوئل ڈائی باڈی سٹرکچر آزاد ٹمپریچر کنٹرول کے ساتھ
اصل انٹیگرل فور-کیوٹی ڈائی باڈی کو ایک کے لیے بہتر بنایا گیا ہے۔دوہری آزاد ڈائی باڈی ڈھانچہ، ہر ڈائی باڈی کے ساتھ دو اخراج گہاوں سے لیس ہے۔ ڈائی باڈیز کے دو سیٹ ساختی ڈیزائن اور درجہ حرارت کنٹرول سسٹم میں مکمل طور پر آزاد ہیں۔ ہر ڈائی باڈی کو ایک آزاد ہیٹنگ ماڈیول اور ٹمپریچر کنٹرول یونٹ کے ساتھ ترتیب دیا گیا ہے، جو الگ الگ درستگی کے درجہ حرارت کی ایڈجسٹمنٹ اور مستقل درجہ حرارت کو کنٹرول کر سکتا ہے۔ یہ ڈیزائن انٹیگرل ڈائی ٹمپریچر انحراف کی وجہ سے ہونے والی متضاد پگھلنے والی روانی کے مسئلے کو مؤثر طریقے سے حل کرتا ہے، ماخذ سے ہر گہا کی پلاسٹک پگھلنے کی حالت کو مستحکم کرتا ہے، اور مختلف ڈائی باڈیز کے درمیان رفتار کے فرق کی بنیادی وجہ کو ختم کرتا ہے۔

2.2 سنگل ڈائی باڈی کے لیے آزاد بہاؤ ایڈجسٹمنٹ کا طریقہ کار
ہر آزاد ڈائی باڈی خصوصی فلو ایڈجسٹمنٹ نٹ ڈیوائس سے لیس ہوتی ہے۔ چھوٹے بہاؤ کے فرق اور اسمبلی کی غلطیوں کی وجہ سے ایک ہی واحد ڈائی باڈی کے اندر دو گہاوں کی رفتار انحراف کے لیے، آن لائن فائن ایڈجسٹمنٹ کو فلو ایڈجسٹمنٹ نٹ کے ذریعے حاصل کیا جا سکتا ہے۔ ایک ہی گہا کے پگھلنے والے فیڈنگ کے بہاؤ کو درست طریقے سے ایڈجسٹ کرکے، ایک ہی ڈائی باڈی میں دو گہاوں کے اخراج کی رفتار کو مکمل طور پر ہم آہنگ رکھا جاسکتا ہے، جوف کی رفتار کے مائیکرو لیول کیلیبریشن کو محسوس کرتے ہوئے اور اخراج کی پیداوار کی یکسانیت کو یقینی بناتے ہوئے اور ایک ہی گروپ میں ہر ایک کیویٹی کی رفتار کی تشکیل کو یقینی بنایا جاسکتا ہے۔
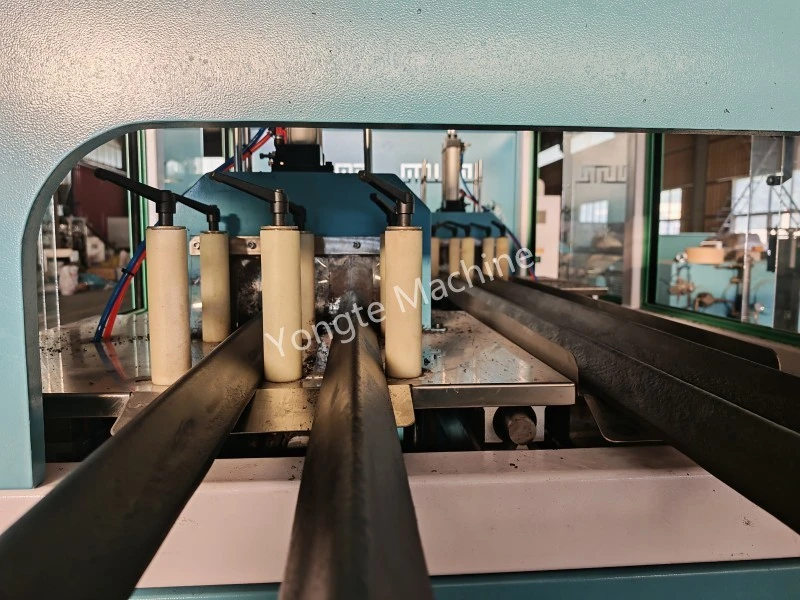
2.3 دوہری آزاد ٹریکشن سپیڈ کنٹرول سسٹم
ڈوئل ڈائی باڈی اور ڈبل گروپ کیویٹی لے آؤٹ سے ملنے کے لیے آزاد کرشن سسٹم کے دوہری سیٹ ترتیب دیے گئے ہیں۔ بیک وقت چار گہاوں کو چلانے والے روایتی سنگل کرشن موڈ سے مختلف، کرشن آلات کے دو سیٹ الگ رفتار کنٹرول پروگرام کے ساتھ آزادانہ طور پر کام کرتے ہیں۔ یہ نظام آزادانہ طور پر دو کیویٹی پروفائلز کے دو گروپوں کی کرشن کی رفتار کو دو ڈائی باڈیز کے اصل اخراج کی رفتار کے مطابق ایڈجسٹ کر سکتا ہے، اخراج کی رفتار اور کرشن کی رفتار کے متحرک مماثلت کو محسوس کر سکتا ہے، پروفائل کھینچنے، سکڑنے اور غیر مطابقت پذیر کرشن کی وجہ سے ہونے والے جہتی انحراف سے گریز کر سکتا ہے، اور مجموعی طور پر چار کی رفتار کو مزید مستحکم کر سکتا ہے۔

2.4 آزاد فکسڈ لینتھ کٹنگ سسٹم
دوہری گروپ کے اخراج اور کرشن ڈھانچے کے مطابق، الگ الگ مقررہ لمبائی کاٹنے کے آپریشن کے لیے آزاد کٹنگ سسٹم کے دو سیٹ لیس ہیں۔ ہر کٹنگ سسٹم آزادانہ طور پر پروفائلز کے متعلقہ گروپ کے چلانے کی رفتار اور فیڈنگ اسٹروک کو ٹریک کرتا ہے اور اس سے میل کھاتا ہے۔ خود مختار کٹنگ کنٹرول موڈ معمولی رفتار کے فرق کے ساتھ پروفائلز کی متحد کٹنگ کی وجہ سے ہونے والی کاٹنے کی غلطی اور لمبائی کی عدم مطابقت کو ختم کرتا ہے، ہر ایک کیویٹی پروفائل کی فکسڈ لمبائی کاٹنے کی درستگی کو یقینی بناتا ہے، اور پروڈکٹ کی اہلیت کی شرح کو بہتر بناتا ہے۔
2.5 مماثل خودکار پہنچانے اور اسٹیکنگ سسٹم
آزاد کنوینگ اور اسٹیکنگ ریک کے دو سیٹ کنفیگر کیے گئے ہیں، جو دوہری کٹنگ سسٹم کے ساتھ بالکل مماثل ہیں۔ کٹنگ کے سامان کے ذریعے فکسڈ لینتھ کٹنگ کی تکمیل کے بعد، پہنچانے اور اسٹیکنگ کا سامان خود بخود متعلقہ پروفائلز کے مواد کو وصول کرنے، پہنچانے اور اسٹیک کرنے کا کام مکمل کرتا ہے۔ پہنچانے والے نظام کا ہم وقت ساز اور آزاد آپریشن مختلف کیوٹی پروفائلز کی غیر مطابقت پذیر رفتار کی وجہ سے مواد کے جمع ہونے، اخراج اور پہنچانے والی الجھنوں سے بچتا ہے، پوری پروڈکشن لائن کے ہموار اور مسلسل آپریشن کو یقینی بناتا ہے، اور خودکار اور منظم پیداوار کا احساس کرتا ہے۔

3. تکنیکی فوائد اور پیداواری اثرات
مندرجہ بالا منظم اپنی مرضی کے مطابق ڈیزائن کے ذریعے، پلاسٹک پروفائل کی پیداوار میں غیر مطابقت پذیر چار گہا اخراج کی رفتار کا مسئلہ مکمل طور پر حل ہو گیا ہے۔ ڈوئل ڈائی انڈیپینڈنٹ ٹمپریچر کنٹرول + سنگل گروپ فلو فائن ایڈجسٹمنٹ + ڈوئل انڈیپنڈنٹ کرشن اور کٹنگ سسٹم ایک فل لنک اسپیڈ کیلیبریشن اور سنکرونس کنٹرول سسٹم بناتا ہے۔ اسکیم کے درج ذیل اہم فوائد ہیں: سب سے پہلے، یہ پگھلنے کے بہاؤ اور درجہ حرارت کے سورس کنٹرول کو محسوس کرتا ہے، اور اخراج کے ابتدائی رفتار کے فرق کو ختم کرتا ہے۔ دوسرا، یہ چار گہاوں کے طویل مدتی مطابقت پذیر آپریشن کو یقینی بنانے کے لیے پیداواری عمل میں رفتار کی متحرک ٹھیک ایڈجسٹمنٹ کا احساس کرتا ہے۔ تیسرا، مماثل خودکار معاون نظام پیداواری استحکام اور تیار مصنوعات کی مستقل مزاجی کو بہتر بناتا ہے۔
سائٹ پر پروڈکشن کی تصدیق کے بعد، یہ آپٹمائزڈ ڈیزائن مؤثر طریقے سے چار کیویٹی پروفائلز کی جہتی رواداری اور تشکیل کی خرابی کی شرح کو کم کرتا ہے، مجموعی پیداواری استحکام اور اخراج لائن کی پیداواری کارکردگی کو بہتر بناتا ہے، اور مختلف پلاسٹک پروفائلز کی طویل مدتی اور اعلیٰ حجم کی معیاری پیداوار کے لیے موزوں ہے۔

متعلقہ خبریں۔
- 4 کیویٹی پلاسٹک پروفائل پروڈکشن لائن کی ترسیل کامیاب کمیشننگ کے بعد اردن تک
- لکڑی-پلاسٹک کے جامع دروازے کی سطحوں کی پیلی، لکیریں اور ٹوٹ پھوٹ کے لیے پیشہ ورانہ حل
- 4 کیوٹی ری سائیکل پلاسٹک پروفائل اخراج مشین 8 میٹر/منٹ تیز رفتار تک پہنچتی ہے
- WPC Extruder پیداواری مسائل کا حل
- Yongte WPC مشین میں کون سا مواد استعمال کیا جا سکتا ہے؟
- ویسٹ ٹیکسٹائل ری سائیکلنگ پروڈکشن لائن کا کامیابی سے تجربہ کیا گیا۔
مجھے ایک پیغام چھوڑ دو











