

ڈبلیو پی سی ڈور فریم پروڈکشن لائن میں جھاگ کیوں ناکام ہوا؟
WPC دروازے کے فریم کی پیداوار میں غیر فومنگ مسئلہ کو حل کرنے کے لئے حل
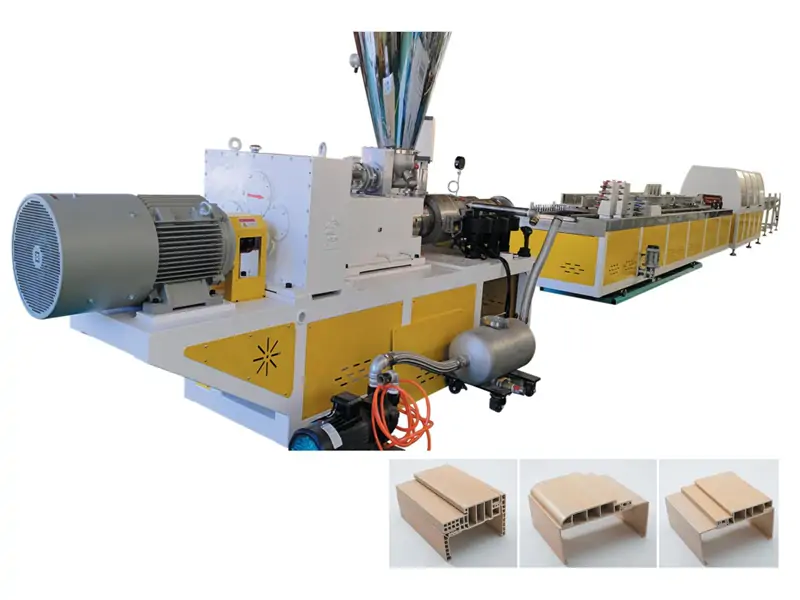
یونگٹےڈبلیو پی سی ڈور فریم مینوفیکچرنگ مشینفومنگ ٹکنالوجی کا استعمال کرتے ہوئے PVC – لکڑی کے جامع مواد سے اعلیٰ معیار کے دروازے کے فریم بناتا ہے۔ یہ جدید ترین سامان پیویسی میٹرکس اور لکڑی کے ریشوں کے امتزاج کو مکمل کرنے کے لیے درست درجہ حرارت کنٹرول ماڈیولز اور خصوصی اسکرو سیٹ اپ کو یکجا کرتا ہے۔ دریں اثنا، اس کا فومنگ سسٹم سیل ڈسٹری بیوشن کی بھی ضمانت دیتا ہے، جو تیار شدہ دروازے کے فریموں کی ساختی طاقت اور حرارت دونوں کو بہتر بناتا ہے۔
تاہم، بہت سے آپریٹرز کو پیداوار کے دوران جھاگ کی تشکیل میں مشکلات کا سامنا کرنا پڑتا ہے، جس کے نتیجے میں مصنوعات کا وزن زیادہ ہوتا ہے اور نتیجتاً پیداواری لاگت زیادہ ہوتی ہے- وہ عوامل جو مارکیٹ سے اخراج کا باعث بن سکتے ہیں۔ صنعت کے سالوں کے تجربے پر روشنی ڈالتے ہوئے، Yongte انجینئرز نے فوم کی تشکیل کے مسئلے کو حل کرنے کے لیے درج ذیل حل مرتب اور تجزیہ کیے ہیں۔ ذیل میں بیان کردہ وجوہات بتاتی ہیں کہ کیوں لکڑی – پلاسٹک کے دروازے کے فریم اخراج کے دوران جھاگ نہیں بن پاتے اور خود معائنہ کرنے کے اقدامات کا خاکہ پیش کرتے ہیں۔
I. فارمولیشن اور خام مال کے مسائل (سب سے عام)
1. ناقص یا ناکافی فومنگ ایجنٹ
· رجحان: سڑنا نکالنے پر کوئی توسیع نہیں؛ انتہائی اعلی کثافت؛ سخت ساخت.
فومنگ ایجنٹ کی وجوہات اور حل
|
اسباب |
حل |
|
فومنگ ایجنٹ کی ناکافی خوراک (AC/NC/OBSH) (معمول کی حد: 0.8–1.5 کلوگرام فی 100 کلو پیویسی) |
فومنگ ایجنٹ کی مقدار میں 0.2–0.3 کلوگرام فی بیچ اضافہ کریں۔ دھیرے دھیرے 1.0–1.2 کلوگرام فی 100 کلو پی وی سی میں ایڈجسٹ کریں۔
|
|
فومنگ ایجنٹ ہائیگروسکوپیسٹی، کلمپنگ، ختم ہونے، یا گلنے کی کارکردگی میں تیزی سے کمی کو ظاہر کرتا ہے۔ |
فومنگ ایجنٹ کے نئے بیچ سے تبدیل کریں اور اسے خشک ماحول میں محفوظ کریں۔ |
|
ایکٹیویٹر کی عدم موجودگی (جیسے ZnO یا ZnSt) کے نتیجے میں ضرورت سے زیادہ سڑن والے درجہ حرارت اور نامکمل سڑن کا نتیجہ ہوتا ہے۔ |
گلنے کے درجہ حرارت کو کم کرنے کے لیے 0.1–0.3 کلوگرام ZnO کو ایک ایکٹیویٹر کے طور پر شامل کریں۔ |
2. غیر متوازن فومنگ ریگولیٹر (مثال کے طور پر، ACR یا فومنگ ریگولیٹر)
· رجحان: یا تو کوئی جھاگ پیدا نہیں ہوتا ہے، یا فومنگ سے سیل کا موٹا ڈھانچہ یا سیل ٹوٹ جاتا ہے۔
فومنگ ریگولیٹر اور حل کی درخواست
|
فومنگ ریگولیٹر |
مسئلہ کی پیشکش |
حل |
|
ناکافی خوراک
|
کم پگھلنے کی طاقت → گیسوں کو پکڑنے میں ناکامی → فومنگ یا بلبلے کے پھٹنے کی غیر موجودگی |
1. معیاری خوراک: 5–8 کلوگرام (ACR530) 2. اگر فومنگ نہیں ہوتی ہے: پگھلنے کی طاقت کو بڑھانے کے لیے موڈیفائر کا 0.5-1 حصہ شامل کریں 3. اگر جھاگ اب بھی نہیں آتی ہے: پگھلنے والی واسکاسیٹی کو کم کرنے کے لیے موڈیفائر کی خوراک کو 0.3–0.5 کلوگرام تک کم کریں۔ |
|
ضرورت سے زیادہ خوراک |
ضرورت سے زیادہ پگھلنے والی چپکنے والی → محدود بلبلے کی توسیع → بغیر جھاگ کے اعلی کثافت |
1. معیاری خوراک: 5–8 کلوگرام (ACR530) 2. اگر فومنگ نہیں ہوتی ہے: پگھلنے کی طاقت کو بڑھانے کے لیے موڈیفائر کا 0.5-1 حصہ شامل کریں 3. اگر جھاگ اب بھی نہیں آتی ہے: پگھلنے والی واسکاسیٹی کو کم کرنے کے لیے موڈیفائر کی خوراک کو 0.3–0.5 کلوگرام تک کم کریں۔ |
o
3. غیر متوازن چکنا کرنے کا نظام (غلط اندرونی/بیرونی پرچی تناسب)
· رجحان: تیز یا سست پلاسٹکائزیشن؛ سڑنا نکالنے کے بعد توسیع کرنے میں ناکامی؛ سیاہ سطح.
فومنگ کے عمل میں چکنا کرنے کے مسائل اور حل
|
مسئلہ |
وجہ |
اثر |
حل |
|
ضرورت سے زیادہ اندرونی پرچی |
تیزی سے پلاسٹکائزیشن اور قبل از وقت فومنگ |
مرنے پر دباؤ کی رہائی؛ توڑنے پر کوئی جھاگ نہیں |
اندرونی پرچی کو کم کریں اور بیرونی پرچی میں اضافہ کریں۔ |
|
ضرورت سے زیادہ بیرونی پرچی |
کم پگھل viscosity اور غریب گیس کی پھنسنا |
جھاگ میں ناکامی۔ |
عام چکنا کرنے والا تناسب: اندرونی پرچی (اسٹیرک ایسڈ) 0.5–0.9 کلوگرام؛ بیرونی پرچی (PE ویکس یا OPE) 0.3–0.8 کلوگرام |
|
ناکافی چکنا |
ناقص پلاسٹکائزیشن، زیادہ ٹارک، درجہ حرارت کی ناہموار تقسیم |
نامکمل فومنگ ایجنٹ سڑنا |
اندرونی پرچی بڑھائیں اور بیرونی پرچی کو کم سے کم کریں۔ |
o
4. ضرورت سے زیادہ فلر، لکڑی کا آٹا، یا ری سائیکل مواد
· رجحان: ضرورت سے زیادہ خشک مواد؛ ناقص پگھلنے کا بہاؤ؛ جھاگ میں دشواری.
فلر کا مسئلہ اور حل
|
问题 |
解决方案 |
|
کل فلر (لکڑی کا آٹا + کیلشیم کاربونیٹ) 180–220 کلوگرام سے زیادہ، یا ری سائیکل مواد کا تناسب>30–50%، ضرورت سے زیادہ پگھلنے کی طاقت اور ناقص گیس کے پھیلاؤ کا باعث بنتا ہے۔ |
ری سائیکل مواد کے تناسب کو ≤30% تک محدود کریں؛ 150-200 کلوگرام کے اندر کل فلر مواد کو کنٹرول کریں۔ |
|
بغیر خشک لکڑی کا آٹا (نمی کا مواد> 2%) → گرمی جذب کرنے میں کمی، پلاسٹائزیشن کی خرابی، اور فومنگ میں مداخلت۔ |
نمی کی مقدار <0.5% حاصل کرنے کے لیے لکڑی کے آٹے کو 80–120°C پر 2–4 گھنٹے تک خشک کریں۔ |
o
5. ناکافی یا ناقص معیار کا تھرمل سٹیبلائزر
· رجحان: مقامی حد سے زیادہ گرم ہونا، پیلا ہونا، وقت سے پہلے فومنگ ایجنٹ کا گلنا، اور مولڈ نکالنے پر جھاگ میں ناکامی۔
· حل:
o • اعلی درجہ حرارت کے استحکام کو یقینی بنانے کے لیے سیسہ کا نمک یا کیلشیم-زنک سٹیبلائزر 4.5-6 کلوگرام پر استعمال کریں۔
• قبل از وقت گلنے اور چکنا کرنے والے عدم توازن کو روکنے کے لیے استحکام کے نظام کی اصلاح پر غور کریں۔
II اخراج کے عمل کے پیرامیٹرز (درجہ حرارت / دباؤ / سکرو رفتار)
1. غلط درجہ حرارت پروفائل (بنیادی عمل کی وجہ)
· غیر فومنگ عام درجہ حرارت کے مسائل:
درجہ حرارت کا مسئلہ اور نتیجہ
|
درجہ حرارت کا مسئلہ |
متاثر کرنا |
نتیجہ |
|
بیرل کا درجہ حرارت بہت کم ہے۔ |
فومنگ ایجنٹ گلنے میں ناکام رہتا ہے۔ |
کوئی جھاگ نہیں |
|
ضرورت سے زیادہ سامنے - زون کا درجہ حرارت |
قبل از وقت جھاگ |
اندرونی ڈائی پریشر کا نقصان؛ مسمار کرنے پر کوئی توسیع نہیں |
|
ناکافی سڑنا گہا درجہ حرارت |
حد سے زیادہ سخت پگھلنا |
بلبلے پھیل نہیں سکتے |
· تجویز کردہ درجہ حرارت کا پروفائل (مخروطی جڑواں سکرو ایکسٹروڈر):
o • فیڈ زون: 140–155°C (قبل از وقت جھاگ کو روکنے کے لیے)۔
o • پگھلنے/کمپریشن زون: 160–175°C (فومنگ ایجنٹ سڑنے والی ونڈو)۔
o • بیرل ٹیل/فلنج زون: 165–178°C۔
· • ڈائی/ماؤتھ ڈائی: 160–172°C (5-10°C بیرل درجہ حرارت سے کم)۔
ہر زون کے لیے تجویز کردہ درجہ حرارت
|
زونز |
درجہ حرارت کی تجویز (یونٹ: ° C) |
نوٹ |
|
فیڈ زون |
140-155 |
قبل از وقت جھاگ کو روکنے کے لئے |
|
پگھلنے/کمپریشن زون |
160-175 |
فومنگ ایجنٹ سڑنے والی کھڑکی |
|
بیرل ٹیل/فلنج زون |
165-178 |
- |
|
مرنا/ منہ سے مرنا |
160-172 |
بیرل درجہ حرارت سے 5–10 ° C کم |
· ایڈجسٹمنٹ کا طریقہ کار:
1. • سب سے پہلے، درجہ حرارت کو 5-10 ° C تک بڑھائیں اور دیکھیں کہ آیا فومنگ شروع ہوتی ہے۔
2. • اگر اب بھی فومنگ نہ ہو: پگھلنے والے زون کے درجہ حرارت کو 5–8 ڈگری سینٹی گریڈ تک بڑھائیں۔
3. • اگر وقت سے پہلے فومنگ ہوتی ہے: فیڈ زون کے درجہ حرارت کو 5-10 ° C تک کم کریں۔
2. اسکرو اسپیڈ – فیڈنگ میں مماثلت نہیں ہے۔
سکرو رفتار مسئلہ اور حل
|
سکرو کی رفتار کا مسئلہ |
مسئلہ کا اظہار |
حل |
|
ناکافی سکرو رفتار |
ناقص پلاسٹکائزیشن اور طویل عرصے تک رہائش کا وقت → قبل از وقت فومنگ یا گیس کی تحلیل |
عام آپریٹنگ رینج: 18-28 rpm؛ غیر فومنگ حالات کے لیے، قینچ اور پلاسٹکائزنگ کی کارکردگی کو بہتر بنانے کے لیے رفتار 3-5 rpm تک بڑھائیں۔ |
|
سکرو کی رفتار بہت زیادہ ہے۔ |
قینچ کا زیادہ گرم ہونا اور تیزی سے پلاسٹکائزیشن → قبل از وقت فومنگ |
عام آپریٹنگ رینج: 18-28 rpm؛ وقت سے پہلے فومنگ کے لیے، پلاسٹائزیشن میں تاخیر کرنے کے لیے رفتار کو 3-5 rpm تک کم کریں۔ |
|
کھانا کھلانے کی رفتار اور اخراج کی رفتار میں مماثلت نہیں ہے۔
|
دباؤ کی عدم استحکام
|
عام آپریٹنگ رینج: 18-28 rpm |
o
3. ناکافی انٹرا ڈائی پریشر
· رجحان: سڑنا نکالنے پر کوئی توسیع نہیں؛ اعلی کثافت.
· وجوہات:
o • ضرورت سے زیادہ ڈائی گیپ؛ ناکافی کمپریشن تناسب؛ قبل از وقت دباؤ سے نجات۔
· حل:
o • ڈائی گیپ کو مناسب طریقے سے کم کریں اور سر کا دباؤ بڑھائیں۔
ویکیوم سسٹم کے لیک ہونے یا ضرورت سے زیادہ انخلاء کی جانچ کریں۔
III آلات اور مرنے کے مسائل
مشین کا مسئلہ اور حل
|
مشین کا مسئلہ |
مسئلہ کی تفصیل |
حل |
|
Extruder سکرو پہن |
کمپریشن تناسب، غریب پلاسٹکائزیشن، کم دباؤ |
سکرو کو تبدیل یا مرمت کریں۔ |
|
غلط درجہ حرارت کنٹرول |
اصل درجہ حرارت ظاہر شدہ قدر سے>10°C سے ہٹ جاتا ہے۔ |
recalibrate thermocouples |
|
مولڈ رنر ڈیزائن |
ڈیڈ زونز، مواد کا جمع ہونا، یا درجہ حرارت کی ناہموار تقسیم |
پالش کریں، صاف کریں، اور/یا ہیٹنگ بینڈز شامل کریں۔ |
|
ایگزاسٹ/ویکیوم سسٹم |
ضرورت سے زیادہ سکشن → فومنگ گیس کو ہٹانا |
ویکیوم پریشر کو کم کریں۔ |
چہارم ٹربل شوٹنگ کے فوری اقدامات (ترجیح کی ترتیب میں)
1. مواد کی پٹی کا تجزیہ:
o • مولڈ نکالنے کے بعد توسیع کی مکمل کمی → ناکافی فومنگ ایجنٹ، غیر گلنے والا فومنگ ایجنٹ، یا حد سے زیادہ کم درجہ حرارت۔
o • ڈائی کے اندر بلبلے کی تشکیل لیکن ڈیمولنگ کے بعد کوئی توسیع نہیں → قبل از وقت فومنگ (زیادہ سے زیادہ فرنٹ زون گرمی یا حد سے زیادہ اندرونی پھسلنا)۔
2. نسخہ چیک:
o • کیا فومنگ ایجنٹ + ایکٹیویٹر کی خوراک کافی ہے؟
o • کیا فومنگ ریگولیٹر کی خوراک 5-8 کلوگرام کے اندر ہے؟
o • کیا اندرونی پرچی ضرورت سے زیادہ ہے؟
o • کیا ری سائیکل مواد یا فلر مواد ضرورت سے زیادہ ہے؟
3. سنگل پیرامیٹر ایڈجسٹمنٹ (ایک وقت میں صرف ایک پیرامیٹر میں ترمیم کریں):
o مرحلہ 1: پگھلنے والے زون کے درجہ حرارت کو +5–10 ° C تک بڑھائیں؛ مشاہدہ
o مرحلہ 2: فومنگ ریگولیٹر کو +0.5 کلوگرام تک بڑھائیں۔
o مرحلہ 3: اندرونی پرچی کو -0.2 کلوگرام کم کریں اور بیرونی پرچی کو +0.2 کلوگرام تک بڑھائیں۔
o مرحلہ 4: سکرو کی رفتار کو +3–5 rpm تک بڑھائیں۔
4. جانچ اور تصدیق:
o • ہر ایڈجسٹمنٹ کے بعد، نمونے لینے سے پہلے 10-15 منٹ کے لیے اخراج کو مستحکم کریں۔
• کثافت، خلیے کی ساخت (تاکنا یکسانیت) اور سطح کی پیمائش کا اندازہ کریں۔
لکڑی کے پلاسٹک کے دروازے کے فریموں کے لیے تجویز کردہ فارمولیشن (فی 100 کلوگرام پی وی سی):
o • فومنگ ایجنٹ (AC): 1.0–1.2 kgs + ZnO: 0.2 کلوگرام
o • فومنگ ریگولیٹر: 6–7 کلوگرام
o • اندرونی چکنا کرنے والا (اسٹیرک ایسڈ): 0.6–0.8 کلوگرام
o • بیرونی چکنا کرنے والا (PE موم): 0.4–0.6 کلوگرام
o • فلر (خشک بنیاد): 60-80 کلوگرام
o • ری سائیکل مواد: ≤30%
متعلقہ خبریں۔
- WPC ڈیکنگ میں ناریل کے خول بنانے کی آزمائش
- اعلی پیداوار اور توانائی کی بچت والی لکڑی کے پاؤڈر کو کرشنگ اور گرائنڈنگ مشین: یونگٹے یورپی کلائنٹ کی آن سائٹ پرفارمنس قبولیت سے گزرتا ہے
- یورپی کلائنٹس کے لیے ہائی پرفارمنس ڈبلیو پی سی گرانولیٹر
- 50 ملی میٹر ٹھوس موٹی پینلز کے لیے پلاسٹک لمبر اخراج لائن
- یونگٹے نے ہندوستانی کلائنٹ کے لیے ٹھوس فوم ڈبلیو پی سی ڈور فریم اخراج لائن کو مکمل کیا۔
- کیا Yongte پلاسٹک لمبر مشین پلاسٹک کی لکڑی کی مختلف شکلیں اور سائز تیار کر سکتی ہے؟
مجھے ایک پیغام چھوڑ دو











